It all started with a simple question —
"Arthi, how would you design a factory if you were to do it today?"
It brought into mind all the ways manufacturers juggle to get product out the door. This question has cascaded into several topics, which I will address over many weeks. We start with the 30000 foot view
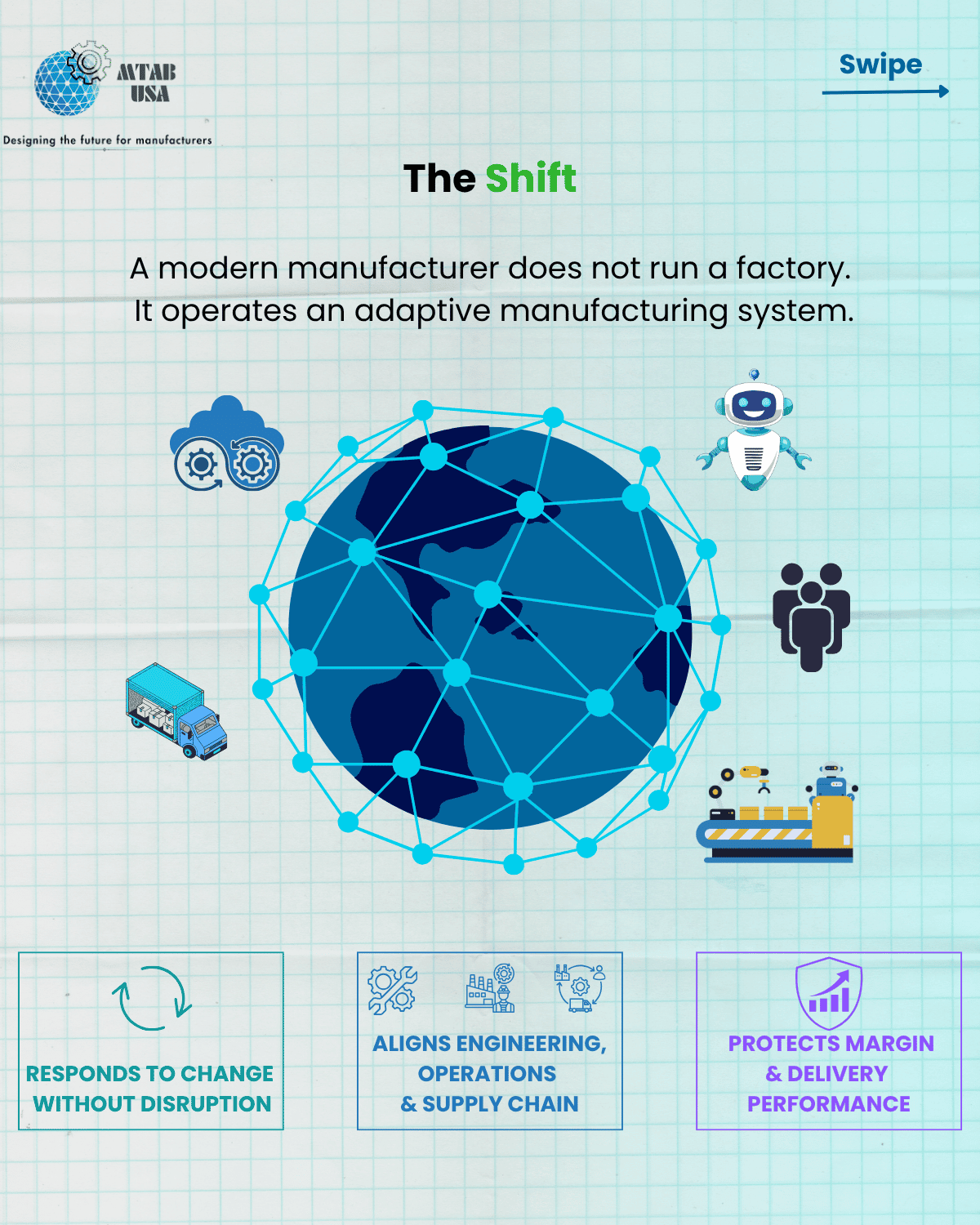
A modern manufacturing company does not operate a factory. It operates a manufacturing system that integrates multiple stakeholders, functions, and workstreams to deliver products and a profitable business outcome. (Learn more about our approach)
What Has Changed and Why It Matters
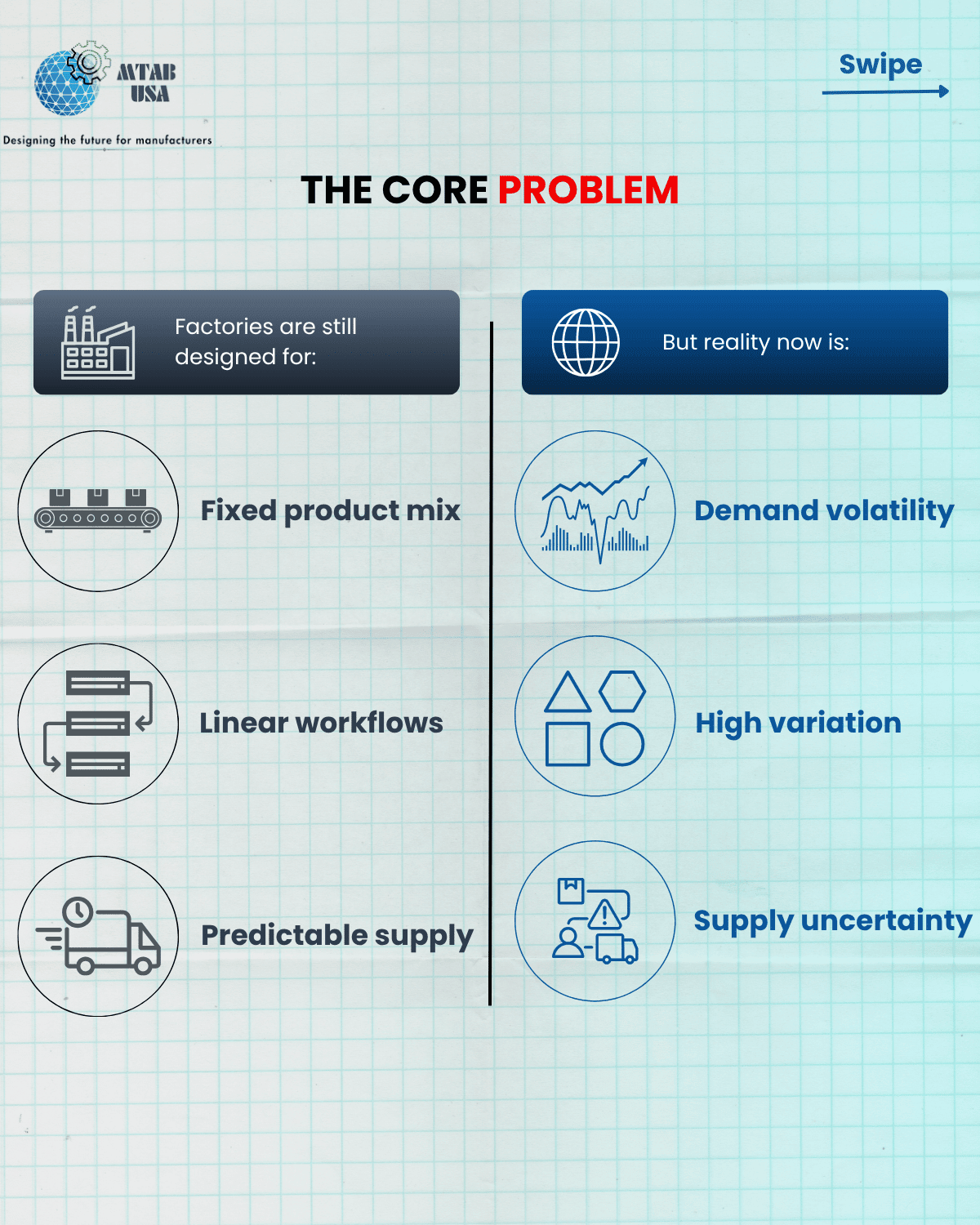
Manufacturing leaders are now operating under conditions that were previously exceptions:
- Demand volatility instead of stability
- Increasing product variation
- Extended and uncertain supply chains
- Pressure on lead time and working capital
Yet many factories are still designed for:
- Fixed product mixes
- Linear workflows
- Functionally siloed execution and optimization
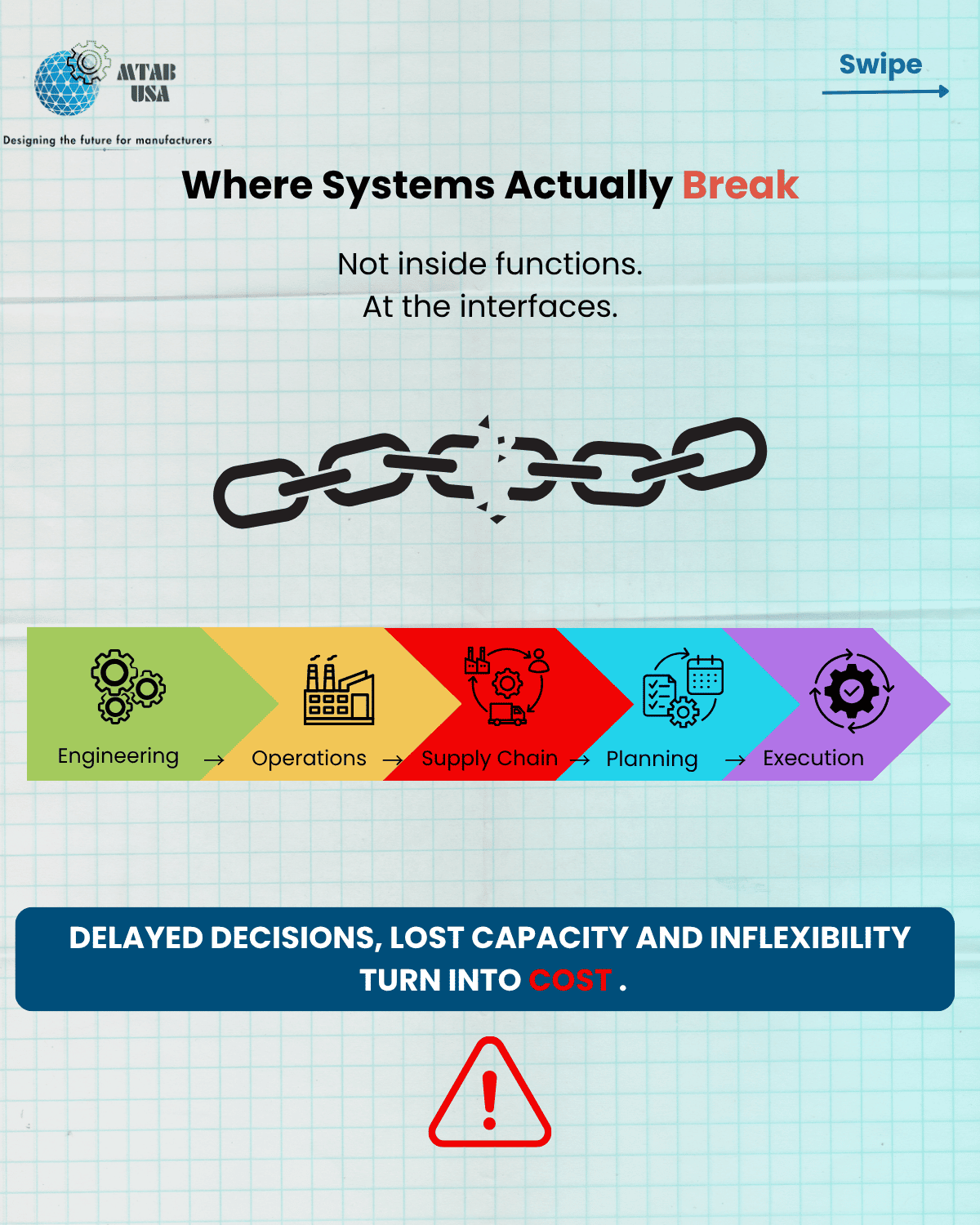
The system fails at the interfaces, not within individual functions.
The Shift: From Factory to Adaptive Manufacturing System
When I think about designing a factory today, I do not start with machines or software. I start with one requirement.
The system must adapt without breaking.
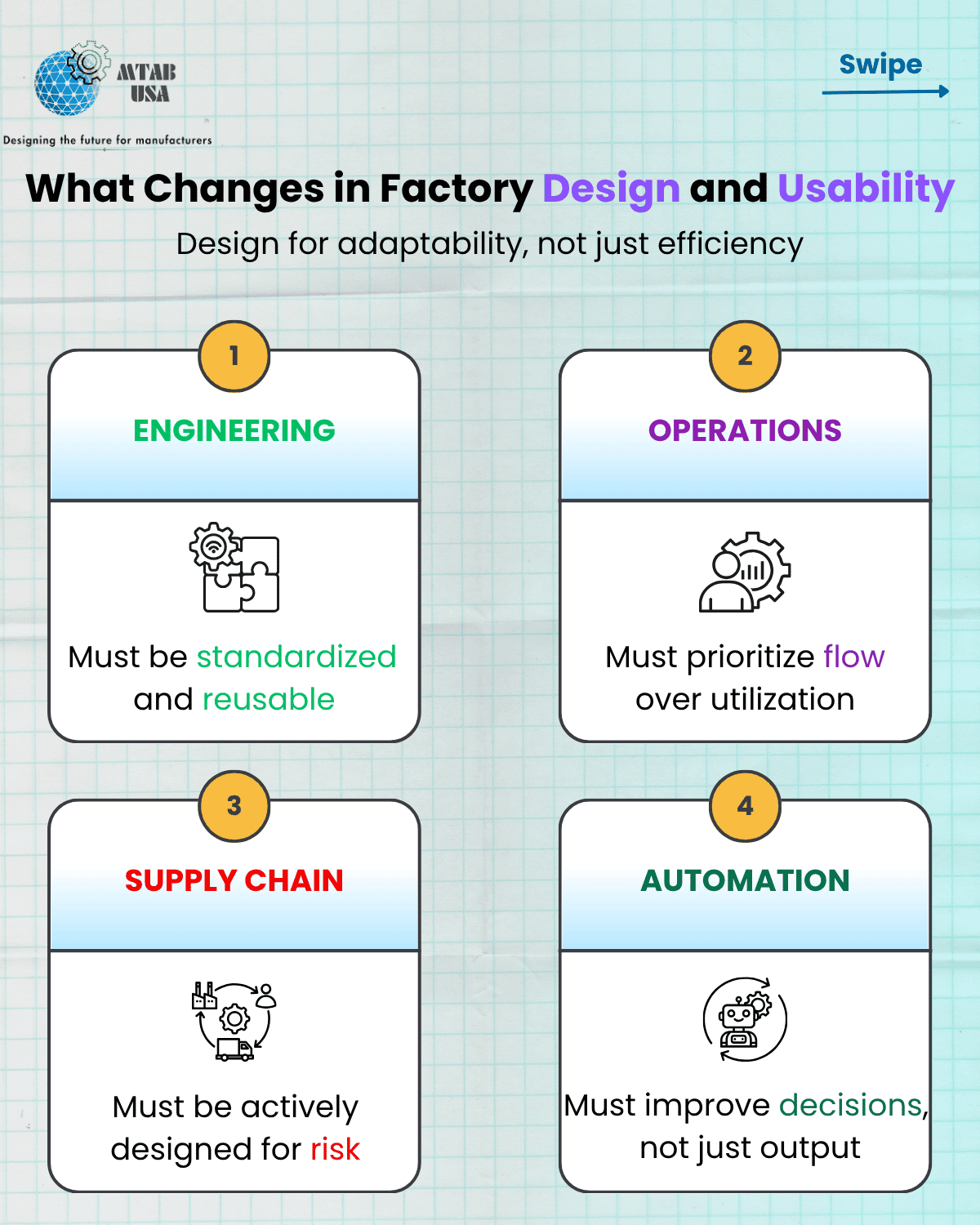
That changes how you design everything:
- Engineering
- Operations
- Supply chain
- Workforce
- Digital systems
The Factory as a Smart Manufacturing Test Bed
A modern factory is not “set up and run.” It is continuously evolved. In practice, this means:
- You do not lock in a single way of operating
- You create the ability to test and refine processes
- You introduce automation and digital capabilities in stages
- You build feedback loops into daily operations
This is not about experimentation for its own sake. It is about reducing the cost and breakdown because of change.
Operator reality:
If every change requires disruption, your system will resist improvement.
The Five Layers You Have to Get Right
A modern manufacturing system is only as strong as its weakest layer.
1. Customer and Demand: Design for Variability
Most factories are designed for an “average case.” That assumption no longer holds.
You need to ask:
- How often does demand shift?
- How much does product configuration vary?
Operator takeaway:
If your system cannot absorb variability or opportunity, your team will compensate with expediting, overtime, and inventory.
2. Engineering: Where Most Problems Start
I am referring to:
- Product design and configuration
- Design standardization and modularity
- Engineering-to-manufacturing hand-off (BOMs, drawings, routing, work instructions, quality checks)
- Engineering change management
This is where most downstream instability is introduced. If engineering outputs are inconsistent across projects, poorly structured or documented, difficult to reuse or configure, then every function downstream compensates:
- Production adjusts on the floor
- Automation requires constant reprogramming
- Supply chain struggles with variability
- Lead times become unpredictable
If you know how to apply them towards outcomes, digital tools are effective here to design, analyze, and solve for almost every change that will impact what and how you build.
Operator takeaway:
If your engineering outputs are not standardized and reusable, your operations will rely on expedited human intervention and automation will not scale.
3. Physical Operations: Design for Flow, Not Just Efficiency
The factory floor still determines execution performance. Within this space, people, robots and systems execute a complex workflow to deliver every single unit. Visibility is key- human and systemic.
Key decisions:
- Flow versus departmental efficiency
- Modular cells versus rigid lines
- Capacity range versus fixed output
Operator takeaway:
Over-optimized systems perform well in stable conditions and break under variability.
4. Supply Chain: Designed, Not Assumed
Supply chain instability is now a constant, not an exception. We need to design for volatility and uncertainty both upstream and downstream. If you were managing supplier risk for critical components informally, it is time to formalize the process and loop in your teams to build out the what-if scenarios. Recent insights from the World Economic Forum highlight how global supply chains have entered an era of structural volatility.
If you do not design for it:
- Production schedules become unreliable
- Customer commitments are missed
- Working capital increases
Operator takeaway:
If a single supplier disruption stops your production, your system is not designed for current conditions.
5. Humans and Robots: Designed to Work Together
Automation is not new. They were typically designed for local optimization. Now we expect more. Robots and automation adoption will continually increase. How do we design a "factory" where humans and robots will operate as one system? What outcomes beyond productivity should we design and achieve with automation?
This affects:
- Layout and workspace design
- Task allocation
- Workflow sequencing
- Data capture and usage
Robots generate signals continuously. Most factories are still figuring out how to use this data effectively.
Operator takeaway:
If your robots execute tasks but do not improve system-level decisions, you are under-utilizing them.
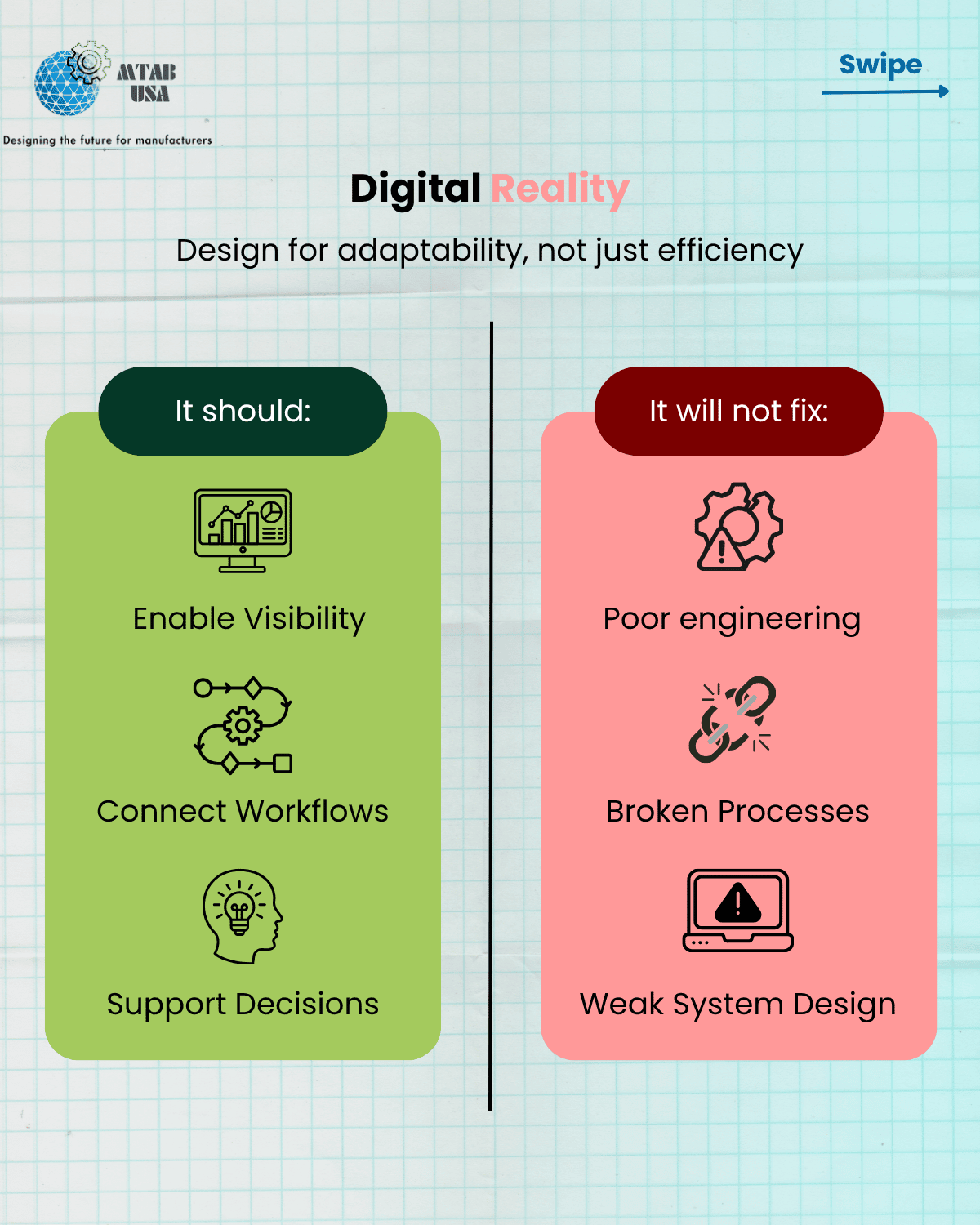
6. Where Digital Fits and Where It Does Not
Digital systems are critical, but they are frequently misapplied.
Their role is to:
- Connect the system
- Provide visibility
- Support decision-making
They do not:
- Fix poor engineering
- Stabilize broken processes
- Replace system design
I would not start with digital without understanding my digital maturity and building a roadmap that will help me build the capabilities I need. For example, at MEPL, our discrete digital footprint extended across the manufacturing system, but we had not yet integrated signals to facilitate decision-making.
A Practical Definition
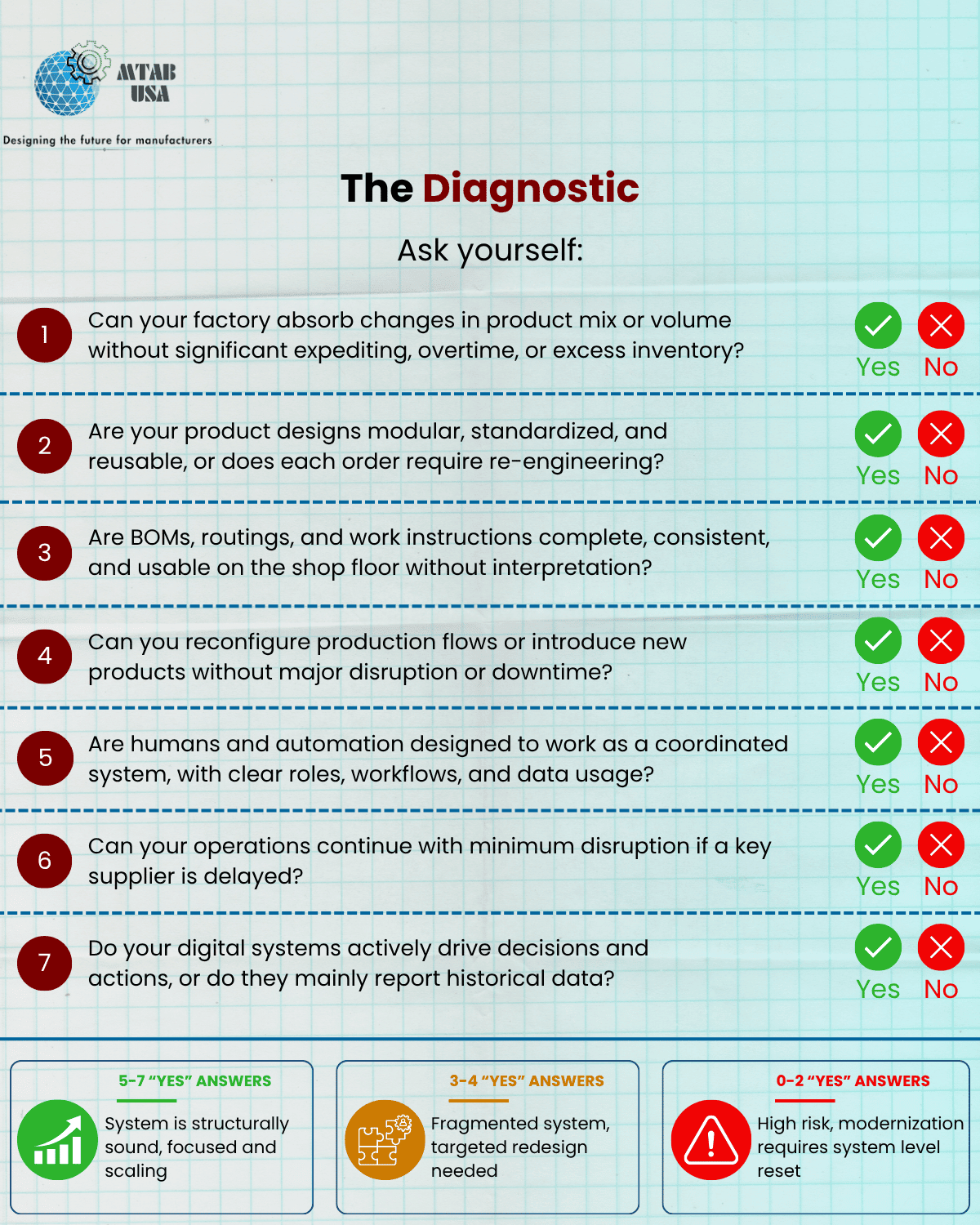
A Quick Diagnostic for Leaders
If you are evaluating your current state, start here:
- Can you introduce a new product variant without disrupting operations?
- Can you scale volume up or down without significant cost penalties?
- Is your engineering output reusable, or recreated each time?
- Can your supply chain absorb disruption without stopping production?
- Do your digital systems drive decisions, or just report data?
If more than two of these are “no,” your system will not scale under current conditions.
Closing Perspective
If I were to design a factory today, I would not aim for a perfectly optimized system on day one. It will be my manufacturing test bed.
I would design for:
- Change
- Learning
- Reconfiguration
Because that is what manufacturing now demands.
Efficiency without adaptability is a short-term advantage. Adaptability will sustain performance.
Call to Action
Most organizations do not need more tools. They need a clear system blueprint and a structured way to evolve it.
That typically starts with:
- What today looks like (SIRI assessment)
- Top 3-5 priorities that will modernize and deliver results
- Define people, infrastructure and skills needed
- Execute with a fractional Smart Manufacturing & Automation expert by your side
Where does your system break first today:
- Engineering
- Supply chain
- Operations
- Workforce
- Or decision-making
That answer is the starting point for modernization.